VBit Inlay Parameter List
Parameters that work well for the Autodesk Fusion VBit Inlay Plugin. Parameters vary by bit selection, wood species, wood orientation (face grain vs end grain), and the particular CNC machine. Full Plugin Documentation. These are proven cut results that have worked for people. If you have something that works, email me!
Project: Inlay Fit Test – End grain Flat
- Type: 2D / Flat – End grain walnut plug into cherry end grain
- V-Bit: Amana 45611-K 1/4″ Dia 15 Degree Engraving
- 15 degree v-bit, 1/4″ diameter, 0.005″ tip width
- 18,000 RPM / Feed: 54 IPM / Plunge: 18 IPM
- Stepover: 0.0024″
- Depth of cut: 0.100″
- Clearance bit: Amana 46225-K 1/8″ downcut
- Flat bottom 1/8″ diameter downcut
- 18,000 RPM / Feed: 145 IPM / Plunge: 72.5 IPM
- Stepover: 0.100″
- Depth of cut: 0.100″ (3 step downs for the plug)
- Parameters:
- inlay_depth: 0.1″
- inlay_fit_adjustment: 0.060″
- plug_surface_gap: 0.050 in
- plug_base_thickness: 0.250 in
- Machine: Avid CNC / Nema 34 stepper motors / 5 HP ATC spindle
- Note: smoothing turned off in Centroid CNC12!
- Reference: Project File Download, Video on YouTube
Project: Sphere / 8 Ball / Eagle – Face grain pocket with end grain plug
- Type: 3D Curved – End grain maple plug into walnut face grain
- V-Bit: Amana 45611-K 1/4″ Dia 15 Degree Engraving
- 15 degree v-bit, 1/4″ diameter, 0.005″ tip width
- Walnut facegrain: 12,000 RPM / Feed: 15 IPM / Plunge: 15 IPM
- Less detailed area: 18,000 RPM / Feed 54 IPM / Plunge: 36 IPM
- Stepover: 0.0024″
- Depth of cut: 0.100″
- Clearance bit: Amana 46225-K 1/8″ downcut
- Flat bottom 1/8″ diameter downcut
- 18,000 RPM / Feed: 145 IPM / Plunge: 72.5 IPM
- Stepover: 0.100″
- Depth of cut: 0.100″ (3 step downs for the plug)
- Parameters:
- inlay_depth: 0.1″
- inlay_fit_adjustment: 0.070″
- plug_surface_gap: 0.050 in
- plug_base_thickness: 0.250 in
- Machine: Avid CNC / Centroid / Nema 34 stepper motors / 5 HP ATC spindle
- Reference: Project File Download, Video on YouTube
Project: 3D Wavy Flag – Curved Inlay
- Type: 3D Curved – face grain to face grain inlay
- V-bit: Bits&Bits (425-VG30) – 30° 2 Flute V-Groove Bit
- 16,000 RPM / Feed: 40 IPM / Plunge: TBD
- Feed optimization: 5 degree change, 10 IPM
- Parameters:
- inlay_depth: 0.2 in
- inlay_fit_adjustment: 0.030 in
- plug_surface_gap: 0.050 in
- plug_base_thickness: 0.250 in
- Machine: Avid CNC / Centroid / Clearpath servo
- Reference: Video on YouTube
- Contributor: Erickson Design & Woodworking
Organization by Bits
V-bits
- Amana 45611-K 1/4″ Dia 15 Degree Engraving
- 15 degree v-bit, 1/4″ diameter, 0.005″ tip width
- Walnut face grain: 12,000 RPM / Feed: 15 IPM / Plunge: 15 IPM
- Cherry face grain: 14,000 RPM / Feed: 20 IPM / Plunge: 15 IPM
- Hardwood end grain: 18,000 RPM / Feed: 54 IPM / Plunge: 18 IPM
- Stepover: 0.0024 in
- Depth of cut: 0.100 in
- inlay_fit_adjustment: 0.060″ to 0.070″
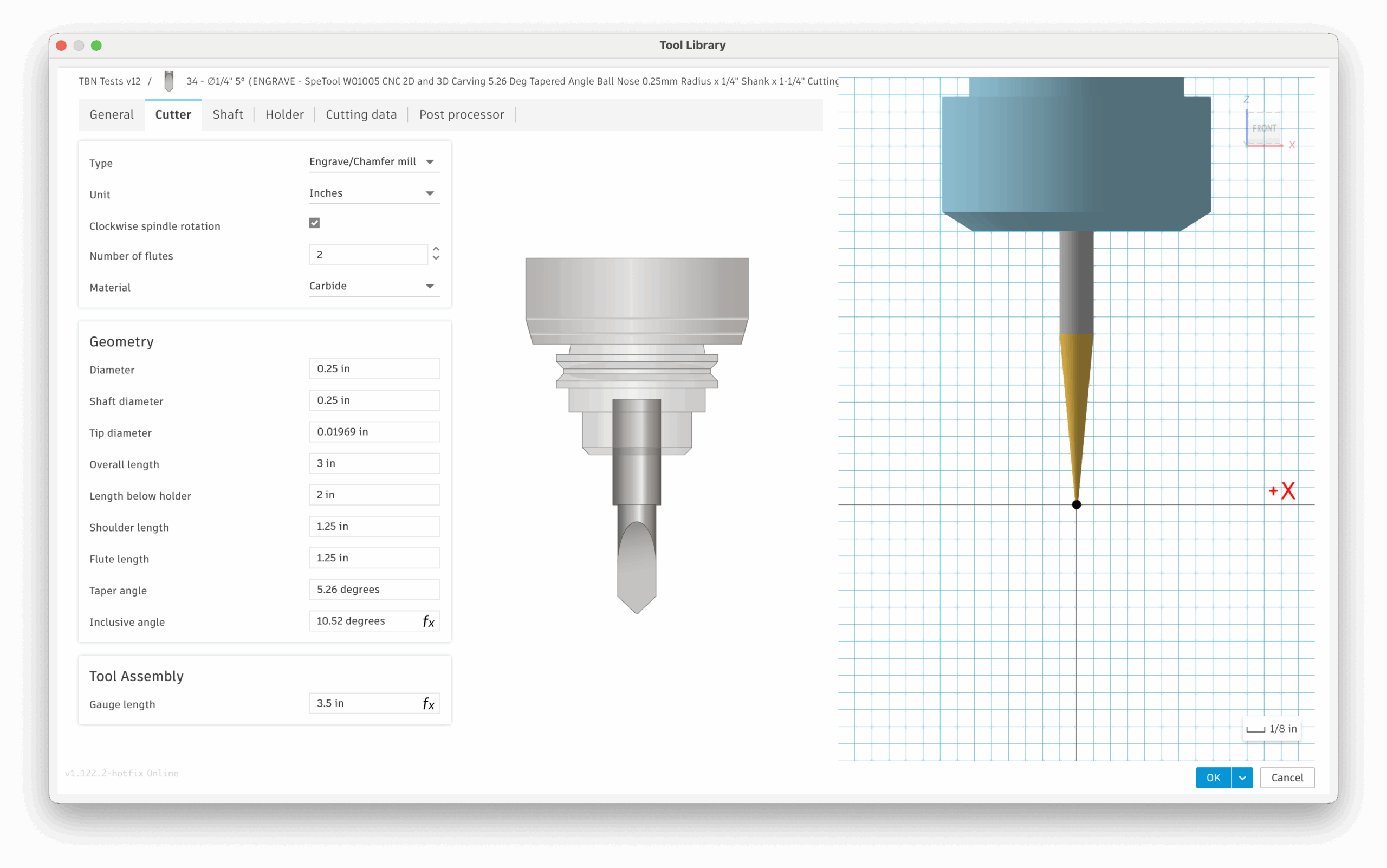
- SpeTool W01005 CNC 2D and 3D Carving 5.26 Deg Tapered Angle Ball Nose 0.25mm Radius x 1/4″ Shank x 1-1/4″ Cutting Length x 3″ Long 2 Flute SC H-Si Coated Upcut Router Bit
- 5.26 degree Tapered Ball Nose (TBN), 0.25mm tip radius
- Setup as an engrave bit – click here for the setup in Fusion
- End Grain: 18,000 RPM / Feed; 25.2 IPM / Plunge: 12 IPM
- Stepover: 0.0024 in
- Depth of cut: 0.240 in
- inlay_fit_adjustment: 0.000″ to 0.005″
- Bits&Bits (425-VG30) – 30° 2 Flute V-Groove Bit
- 30 degree v-bit, 0″ tip width (you must set a small width in the tool setup!)
- Facegrain: 16,000 RPM / Feed: 40 IPM / Plunge: TBD
- Feed optimization: 5 degree change, 10 IPM
- inlay_fit_adjustment: 0.030 in
{kind=link}
Clearance Bits
- Amana 46225-K 1/8″ downcut
- Flat bottom 1/8″ diameter downcut
- 18,000 RPM / Feed: 145 IPM / Plunge: 72.5 IPM
- Stepover: 0.100″
- Depth of cut: 0.100″ (3 step downs for the plug)
Disclaimer: Some links are “affiliate links” where I will earn a small commission when you make a purchase using the link.